
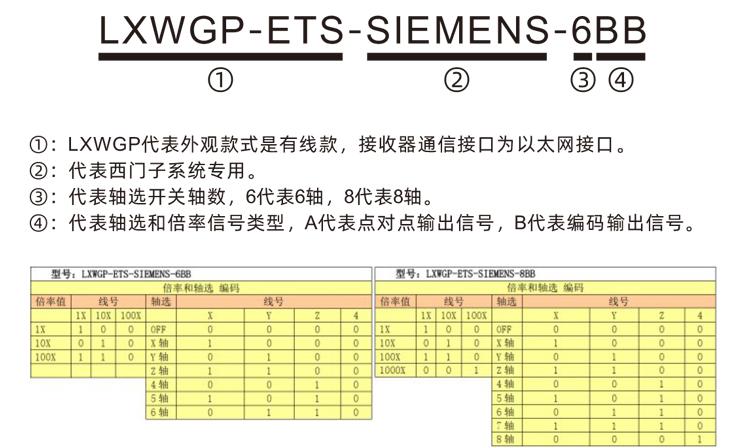
LXWGP-ETS-SIEMENS žičani elektronski ručni točak
Opis


Elektronski ručni točak se koristi za ručno vođenje CNC alatnih mašina、pozicija、Postavljanje alata i druge operacije。Ovaj model elektronskog ručnog točka je Siemens žičani elektronski ručni točak sa pravim ekranom.,Ručni točak je povezan na X130 interfejs Siemens sistema preko mrežnog kabla.,Pročitajte sistemske koordinate i prikažite ih na LCD displeju ručnog točka putem komunikacije S7 protokola.,A ručni kotač može kontrolirati odabir ose sistema putem komunikacije.、uvećanje、Dugme i drugi signali。

1.Povezano pomoću 6-žilnog avionskog utikača,Dužina kabla ručnog točka 10 metara。
2.Ekran ručnog točka može prikazati sistemske koordinate obratka、Mehaničke koordinate、Brzina uvlačenja、Odabir osi、Informacije kao što je uvećanje。
3.Podržava dugme za zaustavljanje u nuždi,Prebacivanje izlaza IO signala,Zaustavljanje u slučaju nužde pri gašenju ručnog točka je i dalje učinkovito。
4.Podržava 6 prilagođenih dugmadi,Prebacivanje IO signala,Može da šalje signale sistemu preko IO ožičenja ili komunikacije。
5.Podržava kontrolu sa 6 ili 8 osovina,Prebacivanje IO signala,Može da šalje signale sistemu preko IO ožičenja ili komunikacije。
6.Podržava 3 ili 4 nivoa kontrole uvećanja,Prebacivanje IO signala,Može da šalje signale sistemu preko IO ožičenja ili komunikacije。
7.Podržava pulsni enkoder,100Puls/okret,Signal se može emitovati u sistem preko AB impulsnog ožičenja.。
8.Podržava Siemens S7 protokol,Podrška za Siemens 828D、840DSL、ONE i drugi sistemi modela。

| Radni napon napajanja ručnog kotača | DC24V/1A |
| Napon napajanja prijemnika | DC24V/1A |
| Opseg opterećenja IO izlaza prijemnika |
DC24V
|
| Dužina kabla na kraju ručnog točka |
10m
|
| Dužina kabla na kraju prijemnika |
1m
|
| Dužina mrežnog kabla na kraju prijemnika |
3m
|
| radna temperatura |
-25℃<X<55℃
|
| Visina protiv pada |
1m
|
| Broj prilagođenih dugmadi | 6pojedinac |
| Veličina proizvoda | 233*90.7*77.4(mm) |


Komentar:
①Dugme za zaustavljanje u nuždi:
Pritisnite dugme za zaustavljanje u nuždi,Dva seta IO izlaza za hitno zaustavljanje na prijemniku su isključena,I sve funkcije ručnog kotača su nevažeće。
Nakon otpuštanja zaustavljanja u nuždi,IO izlaz za hitno zaustavljanje na prijemniku je zatvoren,Vraćene su sve funkcije ručnog kotača。
②Prikaz na ekranu:
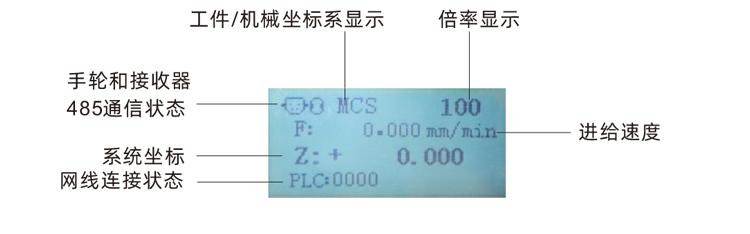
PLC:0000To znači da mrežni kabl nije povezan,PLC:1010To znači da su mrežni kabl i PLC sistem uspešno povezani.,
PLC:1110Označava da ručni kotač uspješno upisuje sistemske podatke.,PLC:0001Označava uspješnu vezu sa računarom。
③Prilagođeno dugme:
6prilagođena dugmad,Svako dugme odgovara IO izlaznoj tački na prijemniku,Također je povezan sa sistemom putem komunikacije。
④Prekidač za odabir osi:
Prebacivanje prekidača za odabir osi može promijeniti pokretnu osovinu kojom upravlja ručni kotač.。
⑤ Dugme za uključivanje:
Pritisnite i držite bilo koje dugme za omogućavanje sa obe strane,Djelotvoran je samo protresanjem pulsnog enkodera。 I 2 seta omogućenih IO izlaza na prijemniku su uključeni,Otpustite dugme za uključivanje,Omogućite isključenje IO izlaza。
⑥Prekidač za povećanje:
Prebacivanjem prekidača za uvećanje možete promeniti uvećanje koje kontroliše ručni točak.。
⑦Pulsni enkoder:
Pritisnite i držite dugme za uključivanje,Protresti pulsni enkoder,Pošaljite pulsni signal,Kontrolirajte kretanje osovine mašine。
⑧ Kabel za ručni kotač:
Kabel koji povezuje ručni točak i prijemnik,aviation plug,Za napajanje i komunikaciju ručnog točka。



6.1Koraci instalacije proizvoda
1.Ugradite prijemnik u električni ormarić kroz rupe za vijke na četiri ugla.。
2.Pogledajte naš dijagram ožičenja prijemnika,Provjerite u odnosu na vašu terensku opremu,Povežite uređaj preko kabla i prijemnika
povezati,Koristite mrežni kabl za povezivanje prijemnika na X130 interfejs sistema。
3.Nakon što je prijemnik fiksiran,Ugradite bazu avio utikača u otvor ručnog točka na ploči,Druga baza
Priključna traka je priključena na sučelje ručnog kotačića na prijemniku.。Zatim umetnite zračni utikač krajnjeg kabela ručnog kotača u bazu,Zategnite
fixtures。
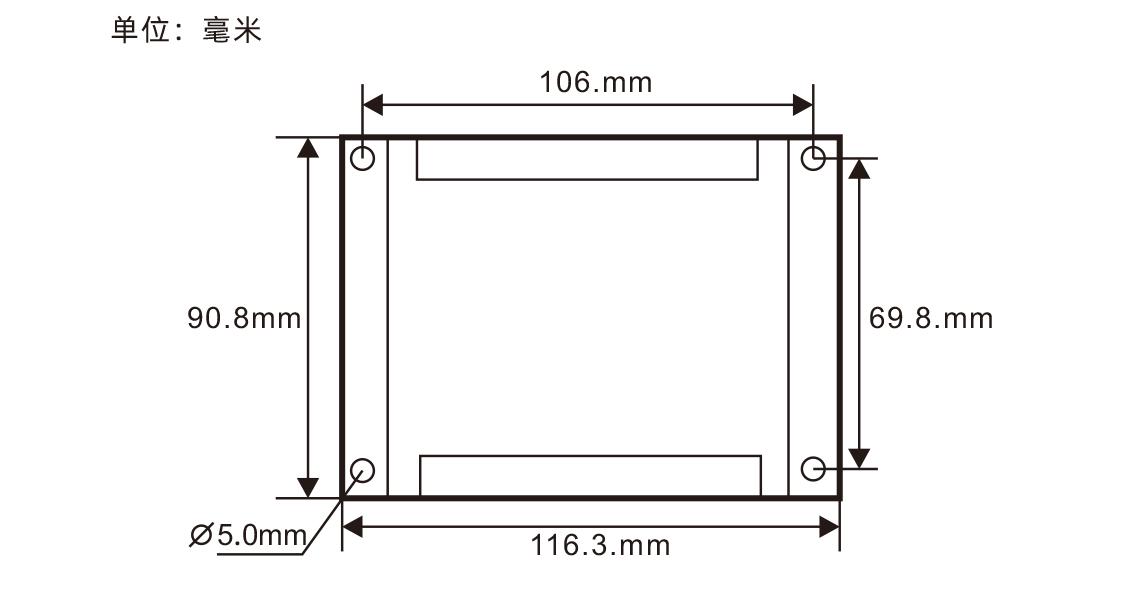
6.2Ugradne dimenzije prijemnika
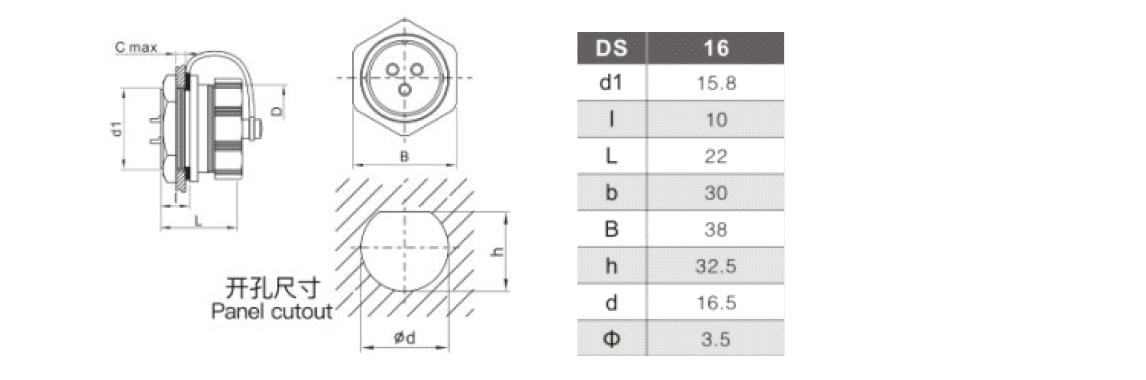
6.3Ugradne dimenzije avio utikača
6.4Referentni dijagram ožičenja prijemnika

6.2Ugradne dimenzije prijemnika
6.3Ugradne dimenzije avio utikača
6.4Referentni dijagram ožičenja prijemnika

1.Prijemnik uključen,Indikator rada prijemnika treperi,Povežite risiver sa računarom pomoću mrežnog kabla,Postavite fiksnu IP adresu za vaš računar,Koristite softver alata za konfiguraciju mreže da postavite mrežne parametre za funkciju ručnog kotača,Specifične postavke
Za metodu pogledajte "Upute za upotrebu LXWGP-ETS žičanog ručnog kotača"。
2.Nakon što je podešavanje prijemnika završeno,Sistem zahteva programiranje PLC programa,Za detalje, pogledajte "Metode podešavanja LXWGP-ETS za različite Siemens CNC sisteme" i rutinske informacije o PLC programu。
3.Nakon što su gore navedena podešavanja završena,Odnesite prijemnik u električni ormarić mašine i instalirajte ga,Isključite mrežni kabl iz računara i uključite ga u X130 interfejs sistema,Priključite žice za napajanje i impulse prijemnika。
4.Mašina uključena,Prijemnik uključen,Indikator rada prijemnika treperi,Uključite prekidač za napajanje ručnog točka,Pokretanje ekrana za ručni točak,Zaslon PLC-a:1010,Označava uspješnu komunikaciju između ručnog kotača i sistema.。
5.Odaberite odabir ose:Prekidač za odabir ose,Odaberite osovinu kojom želite upravljati。
6.Odaberite uvećanje:Prekidač za uvećanje,Odaberite datoteku za uvećanje koja vam je potrebna。
7.pokretna osa:Pritisnite i držite dugme za uključivanje,Odaberite prekidač za odabir osovine,Odaberite prekidač za uvećanje,Zatim okrenite pulsni enkoder,Okrenite osu u smjeru kazaljke na satu da biste je pomaknuli naprijed,Rotacija negativne pokretne ose u smeru suprotnom od kazaljke na satu。
8.Pritisnite i držite bilo koje prilagođeno dugme,IO izlaz odgovarajućeg dugmeta prijemnika je uključen,Izlaz dugmeta za otpuštanje se isključuje。
9.Pritisnite dugme za zaustavljanje u nuždi,Prijemnik isključuje IO izlaz za zaustavljanje u nuždi,Kvar funkcije ručnog kotača,Otpustite dugme za zaustavljanje u nuždi,IO izlaz za hitno zaustavljanje je zatvoren,Funkcija ručnog kotača je vraćena。


| Situacija kvara | Mogući razlozi |
Rješavanje problema
|
|
|
Rješavanje problema
|
1.Da li je vazdušni kabl između ručnog točka i prijemnika pravilno i pouzdano povezan
2.Da li je napon napajanja prijemnika dovoljan?
3.Kvar ručnog kotača
|
1.Provjerite vezu zrakoplovnog kabela između ručnog kotača i prijemnika
2.Provjerite ulaznu snagu prijemnika
3.Obratite se proizvođaču i vratite se u tvornicu na održavanje
|
|
| Nema reakcije pri rukovanju ručnim točkom |
1.Da li su mrežni kablovi između prijemnika i sistema povezani?
2.Da li je sistemski PLC program dobro napisan?
3.Da li je konfiguracija prijemnika ispravno podešena?
4.Da li je ikona komunikacije 485 prikazana na displeju ručnog kotača nije uspjela?
5.Pri upravljanju ručnim točkom,Potrebno je da pritisnete i držite dugme za uključivanje sa obe strane
6.Da li je dugme za zaustavljanje u nuždi otpušteno?
|
1.Proverite da li su prijemnik i sistemski X130 mrežni port povezani mrežnim kablom
2.Provjerite i potvrdite da li je sistemski PLC napisan prema referentnim materijalima koje smo dostavili.
3.Provjerite da li se prijemnik poziva na naše informacije i isporučeni softver alata,Ispravno podesite mrežne parametre i DB adresu prijemnika, itd.
4.Provjerite između ručnog kotača i prijemnika
6jezgra zelena utičnica,Dvije komunikacijske linije:485-A i 485-B,Da li je ispravno i sigurno spojen?,Ima li prekida strujnog kola?
|
|
|
Nakon što se prijemnik uključi,Radno svjetlo na prijemniku ne svijetli
|
1.Nepravilnost napajanja
2.Greška u ožičenju napajanja
3.Greška prijemnika
|
1.Provjerite da li napajanje ima napon,
Da li napon ispunjava zahtjeve?
2.Provjerite jesu li pozitivni i negativni pol izvora napajanja spojeni obrnuto
3.Vratite se u fabriku na popravku
|

1.Molimo da ga držite na normalnoj temperaturi i pritisku,Koristiti u suvom okruženju,Produžite vijek trajanja。
2.Molimo izbjegavajte izlaganje kiši、Koristite u nenormalnim okruženjima kao što su plikovi,Produžite vijek trajanja。
3.Održavajte izgled ručnog kotača čistim,Produžite vijek trajanja。
4.Molimo izbjegavajte gnječenje、pada、Udari i čekaj,Spriječite oštećenje preciznih dijelova unutar ručnog kotača ili greške u preciznosti。
5.Nije korištena duže vrijeme,Molimo pohranite ručni točak na čisto i sigurno mjesto。
6.Prilikom skladištenja i transporta obratite pažnju na otpornost na vlagu i udarce。

1.Prije upotrebe pažljivo pročitajte upute,Zabranjeno je rukovanje neprofesionalcima。
2.Nakon bilo kakve nenormalne situacije u ručnom kotaču,Molimo vas da ga odmah prestanete koristiti,i otklanjanje problema,Prije otklanjanja problema,Zabranjeno je ponovno koristiti neispravan ručni točak,Izbjegnite sigurnosne nezgode zbog nepoznatih kvarova na ručnom kotaču;
3.Potrebna popravka,Molimo kontaktirajte proizvođača,Ako je oštećenje uzrokovano samopopravkom,Proizvođač neće dati garanciju。





