

Era raica na misini ni misini ni biautoma na misini ni ribayawa na kena e sega ni rawa
Era raica na misini ni misini ni misini ni culacula na misini ni biaulivaliva ni biaulivaliva ni biaulivaliva ni DH12S-P6S.
Ivakamacala


ivakaraitaki:DH12S-P6S 适配设备:绳锯/片锯机

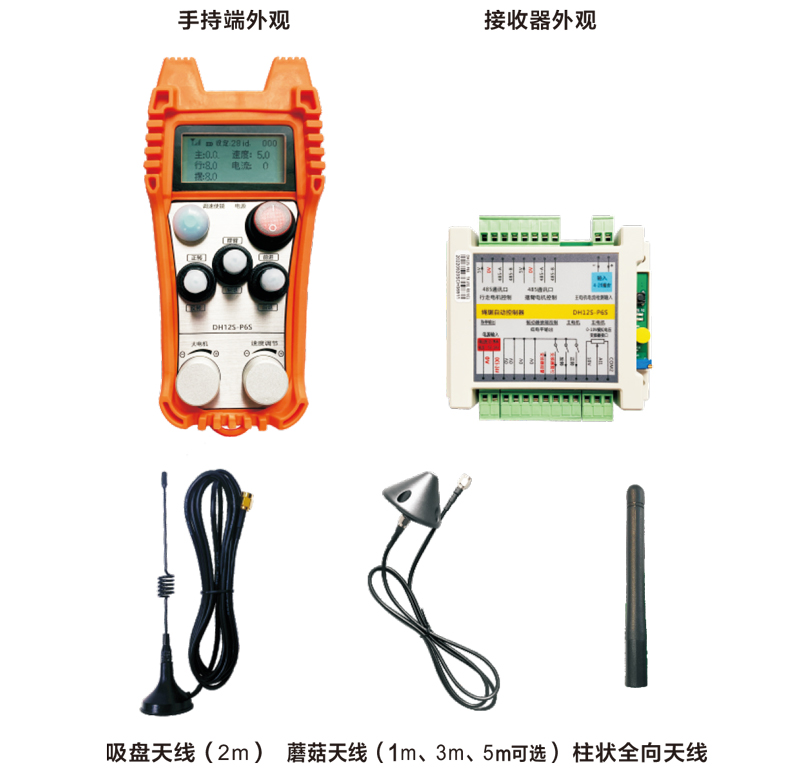
ivakarau:E rawa ni digitaki e tolu na mataqali antenna .,Na default na bilo ntenna e tautauvata kei na ivakatagedegede .
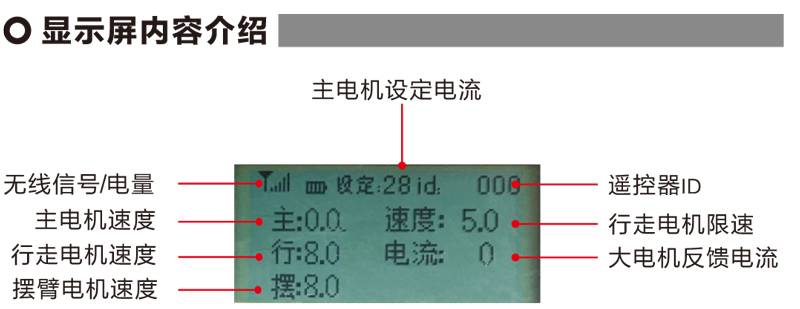
主电机速度:主:0-50
行走电机速度:行:0-50
自动切割行走电机最高限速:速度:0-30(参数可调)
自动切割主电机设定电流:设定:28(参数可调)
摆臂电机速度:摆:0-50
lialia:Na kena rikiti ni kena rawa ni lailai na lewa .,Sa kerei mo ni qai sosomitaka na kakana e .
Vakayagataki kece mai na loma ni .:E sega ni dua e sainitaka na saini ena internet .,Yalovinaka raica na ciqomi ni kaukauwa ni veivakacokotaki .,Mo rai tale mada e liu vei ira tale eso.,Oqori na cala ni kena isau .

1、Vakayacori na lewa e liu .
Sa kaukauwa sara vei ira na ciqoma na ciqoma .,接收器上D2电源灯常亮,D1信号灯开始闪烁;E rua naba 5 ni bati e vakadaberi ena vanua ribayawa .,Totolo sara na kaukauwa ni kaukauwa .,显示屏显示电机速度,E kena ibalebale na tekivu ni rawaka。
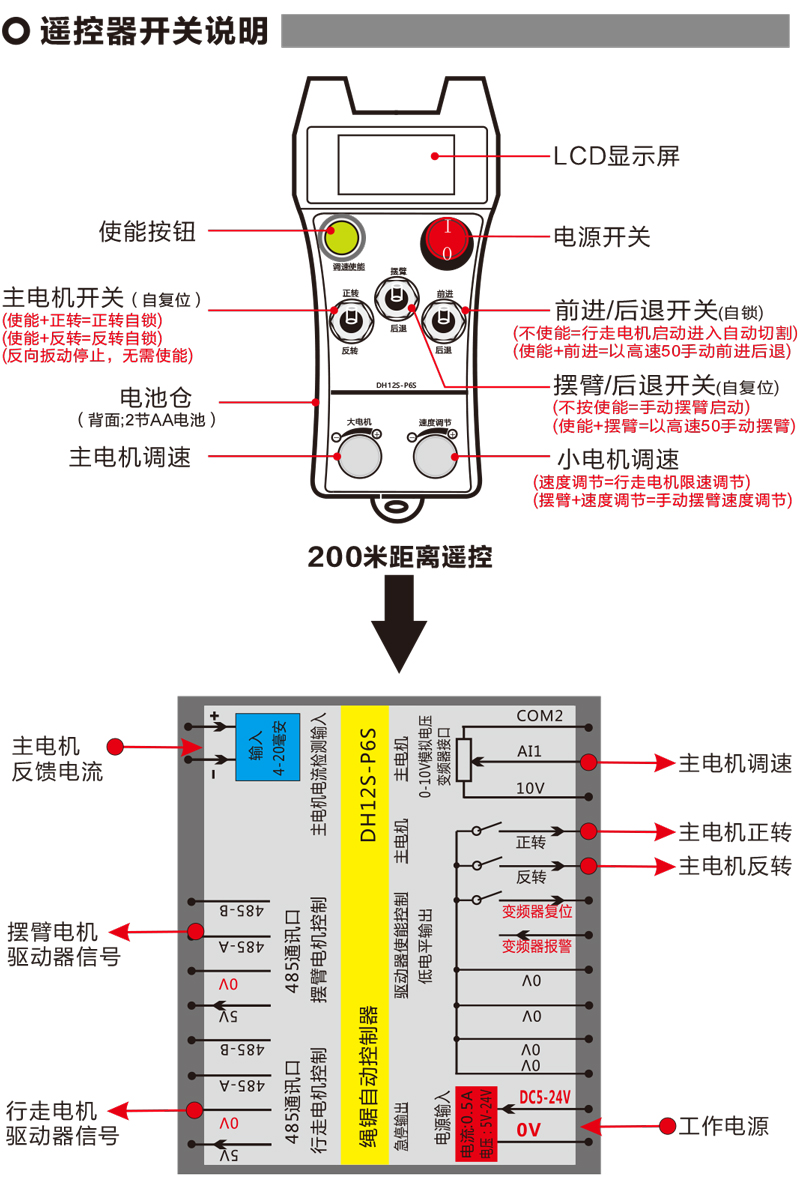
2、主电机和调速
按住“调速使能”,将“正转/反转”开关扳到正转,接收器主电机正转打开;
按住“调速使能”,将“正转/反转”开关扳到正转,接收器主电机正转打开;
按住“调速使能”,将“正转/反转”开关扳到反转,接收器主电机反转打开;
直接将开关扳到中间或者反向,主电机立即停止,无需按调速使能;
旋转“大电机”旋钮,可以调节接收器主电机变频器调速电压0-10V;
3、行走电机
3、行走电机
按住“调速使能”,将“前进/后退”开关扳到前进或者后退,行走电机将以高速50进行移动;
4、摆臂电机和调速
将“摆臂/后退”开关扳到摆臂或者后退,接收器的摆臂电机启动;然后旋转“速度调节”旋钮,可以调节摆臂电机速度;
按住“调速使能”,再扳动“摆臂/后退”开关,摆臂电机将以高速50移动;
5、行走电机限速调整
按住“调速使能”按钮,旋转“速度调节”可以调整自动切割时行走电机的最大限速;
6、自动切割
第一步,启动主电机;第二步,调整行走电机的最大限速;第三步,将“前进/后退”开关扳动前进或者后退,进入自动切割模式;
7、参数设置(用户禁止私自修改)
Mo ni tiko e na taba ni paralamila .:在手动模式下,在主电机速度为0时,正转/反转开关连续上掰3次,然后再连续下掰3次,Mo ni tiko e na taba ni paralamila .;
Na iVakavuvuli e ra:速度调节旋钮翻页,选择保存或不保存,按使能按钮确认;
额定电流:主电机电流的最大值,单位安培;
调速参数:自动切割控制参数,默认800,单位毫秒,禁止修改;
减速参数:切割电流变化值超过此值时,开始急速减速,单位安培;
加速度a1:切割电流低于设定切割电流时,行走电机每次加速增加的速度值;
减速度a2: 切割电流高于设定切割电流时,行走电机每次减速减少的速度值;
摆臂电流:默认值,禁止修改;
停止时间:自动模式电流超载停机后,隔一段时间再次检测电流,如果小于设定电流,自动启动行走电机;单位秒,默认值,禁止修改;
停止时间:自动模式电流超载停机后,隔一段时间再次检测电流,如果小于设定电流,自动启动行走电机;单位秒,默认值,禁止修改;
最大电流:主电机反馈电流的范围,单位安培;
最大主机:遥控器主电机调速显示范围;
最大行走:无效参数;
限速偏移:自动切割时,遥控器显示屏行走电机限速=此参数的50%;
加灵敏度:主电机反馈电流增大时,每次增大的值超过此值,行走电机加速;
减灵敏度:主电机反馈电流减小时,每次减小的值超过此值,行走电机减速;
灵敏度偏移:加和减灵敏度参数的偏移增加量;
设定电流:自动切割,主电机反馈电流的门限,超过此值,行走电机开始减速;低于此值,行走电机开始加速;单位安培;
设定电流:自动切割,主电机反馈电流的门限,超过此值,行走电机开始减速;低于此值,行走电机开始加速;单位安培;
空走退出:自动模式开始时,如果主电机反馈电流小于此值,则处于空走模式,大于此值,则退出空走模式,进入切割模式,单位安培;
空载电流:自动模式开始时,如果主电机反馈电流小于此值,则处于空载模式,大于此值,则退出空载模式,进入切割模式,单位安培;
摆臂速度:摆臂电机开机初始速度;
切割模式:片锯和绳锯两种模式切换,切换后参数也对应切换;片锯模式下,遥控器显示屏增加摆臂电机,绳锯模式则没有摆臂电机;
去抖时间:主电机反馈电流超过停止电流时,将持续检测反馈电流,去抖时间就是这个持续检测的时长,超过这个时间,检测主电机电流依然超过停止电流,行走电机将停止;反之则行走电机会继续前进;
停止电流:主电机反馈电流超过此值,行走电机将停止;单位安培;
偏移默认:遥控器开机时行走电机限速的初始值=此值的50%;
![]()
| 接收器工作电源 |
DC24V/1A(独立电源供电)
|
| 接收器输出点负载 | AC0-250V/3A DC0-30V/5A |
| 接收器调速输出电压 | DC0-10V |
Na iotioti ni dodonu me vakaibalebaletaka na ivoli oqo e tiki ni Chengdu Xinsen Technology Co., Ltd.。
-500x650.png)



-500x650.png)
