
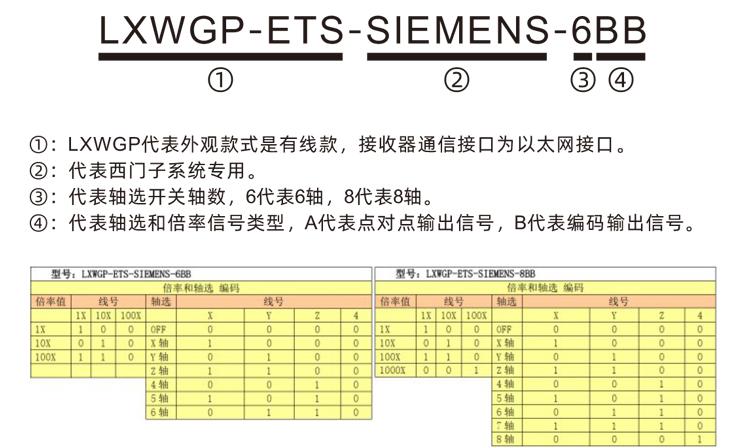
LXWGP-ETS-SIEMENS 유선 전자 핸드휠
설명


电子手轮是用于数控机床手动引导、위치、도구 설정 및 기타 작업。이 전자 핸드휠 모델은 실제 디스플레이를 갖춘 Siemens 유선 전자 핸드휠입니다.,핸드휠은 네트워크 케이블을 통해 Siemens 시스템의 X130 인터페이스에 연결됩니다.,시스템 좌표를 읽고 S7 프로토콜 통신을 통해 핸드휠의 LCD 디스플레이에 표시합니다.,그리고 핸드휠 제어 시스템의 축 선택은 통신을 통해 이루어질 수 있습니다.、확대、버튼 및 기타 신호。

1.采用6芯航空插头线缆连接,手轮线缆长度10米。
2.手轮屏幕可以显示系统工件坐标、机械坐标、进给速度、轴选、倍率等信息。
3.비상 정지 버튼 지원,IO 신호 출력 전환,手轮关机急停依然有效。
4.支持6个自定义按钮,IO 신호 전환,可以通过IO接线或通信输出信号给系统。
5.支持6或8轴控制,IO 신호 전환,可以通过IO接线或通信输出信号给系统。
6.支持3或4档倍率控制,IO 신호 전환,可以通过IO接线或通信输出信号给系统。
7.펄스 엔코더 지원,100펄스/회전,可以通过AB脉冲接线输出信号给系统。
8.지멘스 S7 프로토콜 지원,지멘스 828D 지원、840DSL、ONE 및 기타 모델 시스템。

| 手轮工作电源电压 | DC24V/1A |
| 接收器电源电压 | DC24V/1A |
| 接收器IO输出负载范围 |
DC24V
|
| 手轮端线缆长度 |
10m
|
| 接收器端线缆长度 |
1m
|
| 接收器端网线长度 |
3m
|
| 工作温度 |
-25℃<엑스<55℃
|
| 防摔高度 |
1m
|
| 自定义按钮数量 | 6개인 |
| 产品尺寸 | 233*90.7*77.4(mm) |


논평:
①비상 정지 버튼:
비상정지 버튼을 눌러주세요,수신기의 두 세트의 비상 정지 IO 출력이 연결 해제되었습니다.,그리고 핸드휠의 모든 기능이 유효하지 않습니다.。
비상 정지 해제 후,수신기의 비상 정지 IO 출력이 닫힙니다.,핸드휠의 모든 기능이 복원되었습니다.。
②화면 표시:
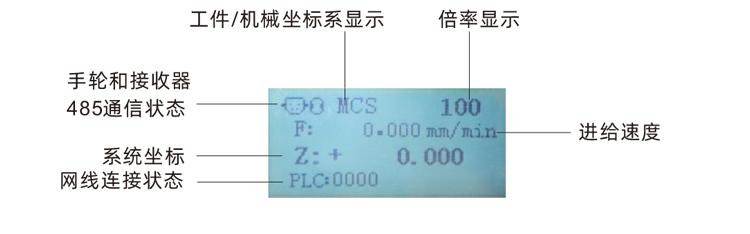
PLC:0000代表网线没有连通,PLC:1010代表网线和PLC系统连接成功,
PLC:1110代表手轮写入系统数据成功,PLC:0001代表连接电脑成功。
③커스텀 버튼:
6맞춤 버튼,각 버튼은 수신기의 IO 출력 지점에 해당합니다.,也通过通信与系统连接。
④축 선택 스위치:
축 선택 스위치를 전환하면 핸드휠로 제어되는 이동 축을 전환할 수 있습니다.。
⑤使能按钮:
양쪽에 있는 활성화 버튼을 길게 누릅니다.,펄스엔코더를 흔들어야만 효과가 나타납니다.。 그리고 수신기의 활성화된 IO 출력 2세트가 켜져 있습니다.,활성화 버튼을 놓습니다.,IO 출력 연결 해제 활성화。
⑥倍率开关:
배율 스위치를 전환하면 핸드 휠로 제어되는 배율을 전환할 수 있습니다.。
⑦脉冲编码器:
활성화 버튼을 길게 누르세요.,쉐이크 펄스 인코더,펄스 신호 보내기,기계 축 이동 제어。
⑧手轮线缆:
手轮和接收器连接的线缆,航空插头,用于手轮供电和通信。



6.1제품 설치 단계
1.将接收器通过四个角的螺丝孔将其安装在电柜里。
2.수신기 배선 다이어그램을 참조하십시오.,현장 장비를 확인하세요.,将设备通过线缆和接收器
连接,用网线把接收器和系统的X130接口连接好。
3.수신기를 고정한 후,将航空插头底座安装在面板的手轮开孔位置,底座另一
端线排插在接收器上的手轮接口处。然后将手轮端线缆航空插头插入底座,拧紧
固定装置。
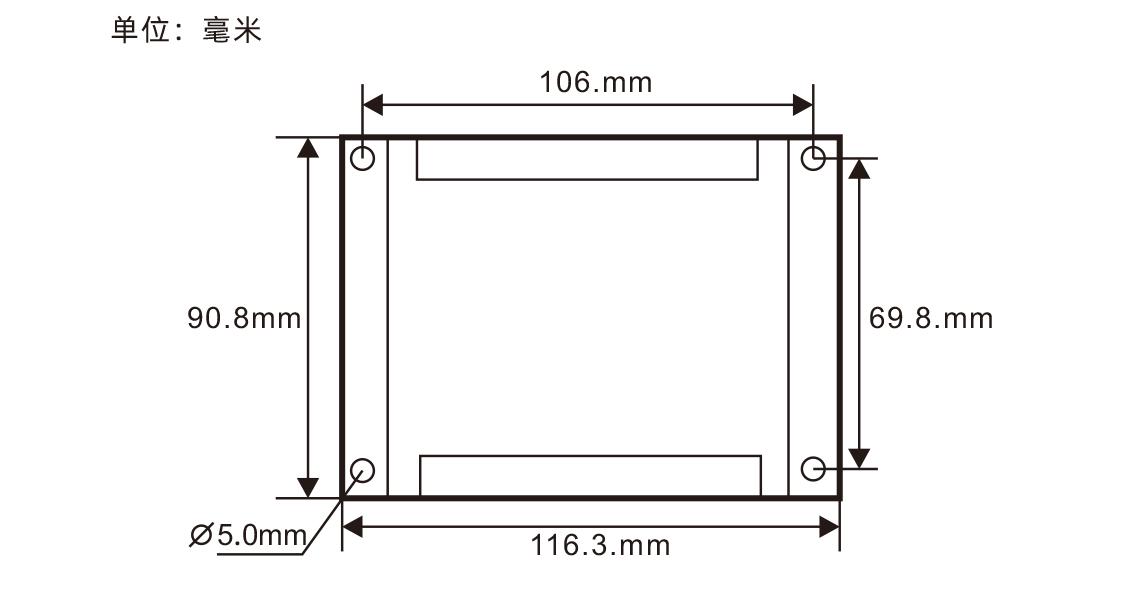
6.2수신기 설치 치수
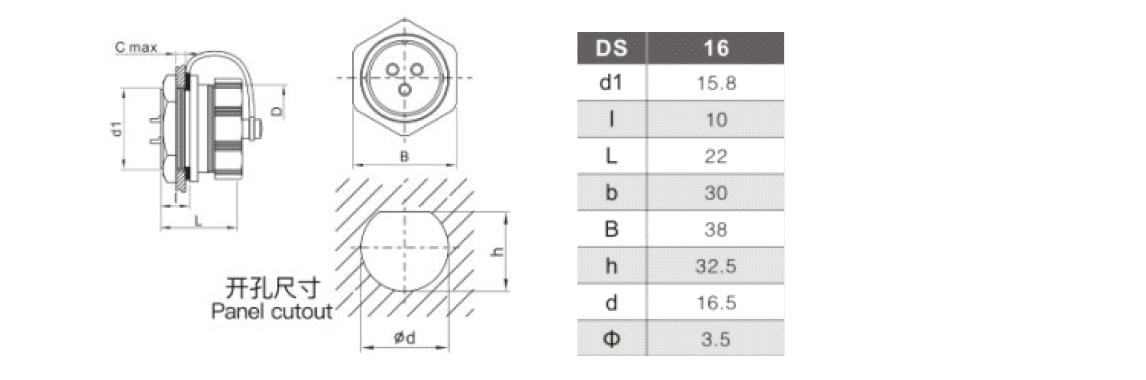
6.3航空插头安装尺寸
6.4수신기 배선 참조 다이어그램

6.2수신기 설치 치수
6.3航空插头安装尺寸
6.4수신기 배선 참조 다이어그램

1.수신기 전원이 켜져 있음,接收器工作指示灯闪亮,用网线将接收器和电脑连接,设置电脑的固定IP地址,使用网络配置工具软件对手轮功能进行网络参数设置,具体设置
方法参考《LXWGP-ETS有线手轮的使用说明》。
2.接收器设置完成之后,系统需要编程PLC程序,具体请参考《LXWGP-ETS不同西门子数控系统的设置方法》以及PLC程序例程资料。
3.以上设置完成之后,将接收器拿到机器电柜安装好,网线从电脑拔出插到系统的X130接口上,接收器电源和脉冲线插好。
4.기계 전원이 켜져 있음,수신기 전원이 켜져 있음,接收器工作指示灯闪亮,打开手轮电源开关,手轮屏幕开机,屏幕显示PLC:1010,代表手轮和系统通信成功。
5.选中轴选:切换轴选开关,选中你要操作的轴。
6.选中倍率:切换倍率开关,选中你需要的倍率档。
7.移动轴:활성화 버튼을 길게 누르세요.,选中轴选开关,选中倍率开关,然后转动脉冲编码器,顺时针转动正向移动轴,逆时针转动负向移动轴。
8.按住任意自定义按钮,接收器对应按钮IO输出打开,松开按钮输出关闭。
9.비상정지 버튼을 눌러주세요,接收器对应急停IO输出断开,手轮功能失效,释放急停按钮,急停IO输出闭合,手轮功能恢复。


| 故障情形 | 可能发生原因 |
故障排除方法
|
|
|
故障排除方法
|
1.手轮和接收器之间的航空线缆是否正确可靠连接
2.接收器电源电压是否足够
3.手轮故障
|
1.检查手轮和接收器之间的航空线缆的连接情况
2.检查接收器输入电源
3.联系厂家返厂检修
|
|
| 手轮操作无反应 |
1.接收器和系统的网线是否连接
2.系统PLC程序是否写好
3.接收器配置是否设置正确
4.手轮显示屏485通信图标是否显示失败
5.操作手轮时,需要按住两侧的使能按钮
6.急停按钮是否释放
|
1.检查接收器和系统X130网口是否用网线连接
2.检查确认系统PLC是否按照我们提供的参考资料写好
3.检查确认接收器是否参考我们的资料和提供的工具软件,正确的设置了接收器的网络参数和DB地址等
4.检查手轮和接收器之间的
6芯绿色插座,其中的两根通信线:485-A和485-B,是否正确并牢固连接,是否存在断路的情况
|
|
|
接收器通电后,接收器上工作灯不亮
|
1.电源异常
2.电源接线错误
3.接收器故障
|
1.检查电源是否有电压,
电压大小是否符合要求
2.检查电源正负极是否接反
3.返厂维修
|

1.상온, 상압에서 보관해주세요,건조한 환경에서 사용,서비스 수명 연장。
2.비에 노출되지 않도록 해주세요.、물집 등 비정상적인 환경에서 사용,서비스 수명 연장。
3.핸드휠의 외관을 깨끗하게 유지하십시오.,서비스 수명 연장。
4.짜는 것을 피해주세요、떨어지다、부딪치고 기다려,핸드휠 내부 정밀 부품의 손상이나 정확도 오류 방지。
5.오랫동안 사용하지 않음,핸드휠을 깨끗하고 안전한 곳에 보관하세요.。
6.보관 및 운반 시 방습, 충격 방지에 주의하세요.。

1.사용하기 전에 지침을 주의 깊게 읽으십시오.,비전문가의 조작은 금지되어 있습니다。
2.手轮出现任何非正常情况后,请立即停止使用,并且排查故障,在故障排除前,禁止再使用故障手轮,避免因手轮未知故障而发生安全事故;
3.수리가 필요함,제조사에 문의하세요,자가수리로 인한 손해인 경우,제조업체는 보증을 제공하지 않습니다.。





